木材乾燥の特徴を知って最適な乾燥方法を選ぶ!
~ (最新情報)高周波・蒸気複合乾燥方法の紹介 ~
林業研究所 山吉栄作
天然乾燥と人工乾燥の特徴
木材の乾燥は、乾燥材生産を行っている各現場において、いろいろな手法で取り組まれていますが、大きくは、天然乾燥と人工乾燥の二つに分けられます。このうち天然乾燥は、乾燥し易いように、材と材の間に桟木と呼ばれる数cm程度の厚みの角材を挟みながら積み上げ、屋根下等で乾燥するまで保管する方法です。この天然乾燥は、木材本来の香りや色つやを残したまま乾燥できるという長所を持ちますが、特に心持ち材においては、表面割れが多く発生します。また、梁桁のような断面の大きな材では、一年保管しても乾燥が不十分なものもあり、乾燥するまでに長期間を要するという短所があります。
これに対し人工乾燥は、木材を搬入した乾燥炉内の温度と湿度を制御しながら乾燥させる方法で、ボイラーで沸かした蒸気を利用する蒸気式乾燥が主流です。この蒸気式乾燥の長所・短所は、天然乾燥の逆で、割れの発生を抑制しながら短期間で乾燥させることができますが、香りや色つやを維持したまま乾燥させることは難しくなります。
特に、乾燥期間の短縮だけを目的に、100℃以上の高温で、最初から最後まで乾燥させる方法は、香りや色つやを損ねるだけでなく、材内部で割れが著しく発生し、強度的にも脆くなりやすいので、避けた方が良い乾燥方法と言えます。この蒸気式乾燥では、温度と湿度の組み合わせ、いわゆる乾燥スケジュールの良し悪しが乾燥材の品質を左右しますので、乾燥させる材の樹種や断面の大きさ、用途等に応じて、最適な乾燥スケジュールを見つけることが、目的に合った乾燥材を生産する決め手となります。
蒸気式乾燥機を用いた割れの少ない乾燥方法
林業研究所では、先の天然乾燥と人工乾燥の特徴を踏まえ、スギの柱材や梁材を対象に、表面割れと内部割れの発生を抑制しつつ、できるだけ短期間で乾燥させるスケジュールの確立を目指し、研究に取り組んできました。
その結果、表面割れの発生を抑制するには、乾燥初期に120℃の高温セット処理を施す(12~24時間)、また内部割れの発生を抑制するには、高温セット後、温度を高温(120℃)から中温(90℃)に下げて乾燥させる、もしくは天然乾燥に移行する方法が有効であることが分かりました。よって、天然乾燥で表面割れの発生を抑えたい場合は、高温セットだけを行い、その後、通常どおり天然乾燥するという方法が考えられます。これらの乾燥スケジュールや結果については、スギ平角材乾燥マニュアルを作成し、下記の当研究所ホームページに掲載していますのでご覧ください。
 |
 |
なお、材色劣化は、高温セット後、温度を下げることである程度軽減できますが、香りは、高温セット時に消失するだけでなく、逆に燻したような臭いがついてしまうことがあるので、香りを重視したい場合は天然乾燥がお薦めです。
蒸気式乾燥に高周波を併用した乾燥方法
通常、蒸気式乾燥の場合、外部加熱ですので、蒸気が直接当たる材表面から乾燥が始まり、熱が伝わるに従って徐々に内部が乾燥していきます。このため、材内部まで十分乾燥させるには時間を要し、断面が大きいものほど、より時間がかかります。これに対し、高周波を用いた乾燥は、電子レンジと同じように内部加熱しますので、材内部の温度を水の沸点である100℃以上まで速やかに上げることができ、内部の水分を外部へ排出する速度を高めることができます。よって、この高周波装置を蒸気式乾燥機に取り付けることで、外部と内部の同時加熱が可能となり、乾燥期間をより短縮することが期待できます。
そこで、林業研究所では、高周波・蒸気複合乾燥機を導入し、平成23~26年度にかけて、蒸気と高周波の併用による効率的な乾燥方法について研究を行ってきました。
ここでは、無背割りのスギ心持ち柱材(荒挽き寸法:135mm角×約4m長)を用いた試験結果の一部を紹介します。乾燥試験は、高周波併用による効果を検証するために、高温セット後に中温で乾燥する方法を基本(対照区)に、高温セット後の中温乾燥時に高周波を併用した場合(試験区)とで比較する形で行いました。
図-1に、各乾燥方法の乾燥スケジュール(各設定温度までの昇温と降温の時間は省略)と乾燥前後の平均含水率を示します。今回、乾燥前の平均含水率がともに約77%のスギ柱材を、各乾燥方法により15%前後まで減少させるのに要した合計時間は、対照区で214時間、試験区で102時間となり、試験区では、対照区の半分以下で乾燥できることが分かりました。これは、中温乾燥時に高周波を併用したことで、材の外部と内部が同時に加熱され、水分の排出速度が上昇し、中温乾燥に要する時間が184時間から72時間へと大幅に短縮されたことが大きく影響しています。
次に、乾燥後の4材面における表面割れと内部割れの平均総延長を図-2に示します。試験区における表面割れ及び内部割れは、ともに対照区とほぼ同等の結果であり、高周波を併用しても、割れの伸長に対する影響はないことが分かりました。
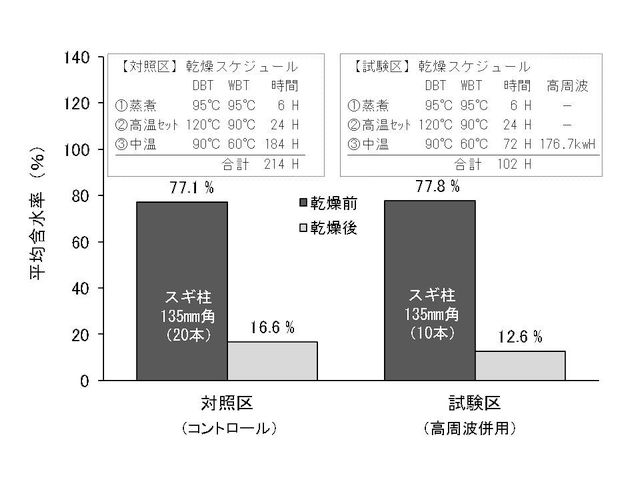
図-1 各乾燥方法における乾燥前後の平均含水率
※略記)乾球温度:DBT,湿球温度:WBT
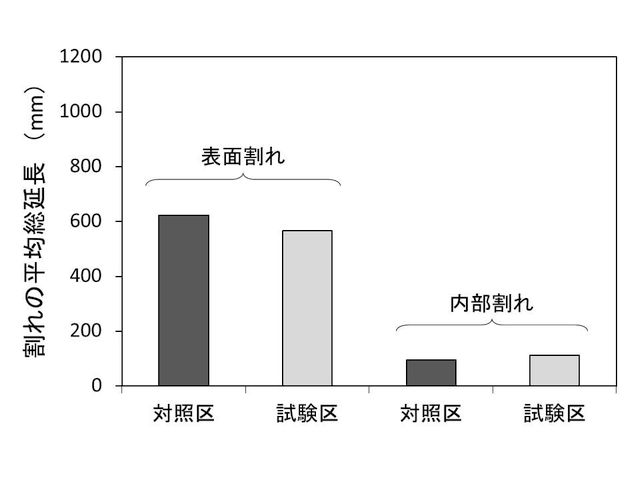
図-2 乾燥後の表面割れと内部割れの各測定結果
以上のことから、高温セットと中温乾燥の組み合わせに高周波を併用した乾燥方法は、表面割れと内部割れの発生を抑制する効果を維持したまま、高周波未使用時の半分以下の乾燥時間で乾燥できることが明らかとなりましたので、乾燥材の大ロット注文や短い納期にも対応し易くなると思われます。また、乾燥にかかる運転コスト(人件費除く)を試算した結果、高周波使用による電気代のアップ分は、乾燥時間の短縮によるボイラーの重油代と乾燥炉の電気代のカット分で相殺されるだけでなく、全体としては逆に安くなることが分かりました。ただし、高周波装置の導入にかかる初期投資は決して安くはなく、年間を通じて、フル操業で乾燥材生産を行う事業者でないと、導入メリットは小さいと思われます。
最後に
今回紹介した蒸気式乾燥(高温セット)や高周波・蒸気複合乾燥は、割れの少ない乾燥材を短期間で生産することを目的にしたもので、ハウスメーカー等との固定ニーズによる取引が想定されます。よって、納期に余裕があり、材色を重視するのであれば、70℃程度までの中温で乾燥する、また乾燥の程度よりも香りを重視するのであれば、天然乾燥で行うなど、ニーズに合わせた乾燥方法を選ぶことが大切です。