県産ヒノキ中径材から採材される挽き板(ラミナ)のヤング率はどれくらい?
林業研究所 山吉栄作
はじめに
一般に、大規模木造建築物の場合、大空間の天井部を支えるために、大断面で長尺かつ高強度の梁部材が必要となりますが、その場合、構造用集成材が採用されるケースが多く見受けられます。構造用集成材とは、挽き板の繊維方向を互いに平行にし、幅方向、長さ方向に積層接着した部材のことを言いますが、利点としては、断面や長さの寸法が自由に決められ、アーチ状の湾曲材にも対応できることが挙げられます。また、積層される一枚一枚の板のことをラミナと呼びますが、このラミナのヤング率(強度を表す指標値)を事前に測定し、ヤング率の高低に応じたラミナの組み合わせを行うことで、要求される曲げヤング率及び曲げ強度に応じた集成材を作製することができるという点も利点のひとつと言えます。
この構造用集成材を県産材を用いて作製する場合、要求される曲げヤング率を満たす構造用集成材が、県産材で作製できるかの判断を行う必要がありますが、そのためには、どれくらいのヤング率の県産丸太や挽き板(ラミナ)が取れるのかといったデータを収集しておくことが重要です。
そこで今回は、スギよりもヤング率の高いものが出現しやすいヒノキを対象に、現在、市場流通している末口径22cm上の県産ヒノキ中径材を用いて、丸太及びラミナのヤング率について調査を行いましたので、その概要を紹介します。
1.丸太と粗挽きラミナの縦振動ヤング率
供試丸太は、全て2番玉で、尾鷲地域産ヒノキ中径材(末口径22~27cm、材長3m)計40本を使用しました。なお、末口側の年輪数は41~61、平均年輪幅(直径巻尺で計測の直径÷2÷年輪数)は1.9~3.0mmであり、材質的には大節やアカネトラカミキリによる被害部(通称、アカネ材)を多く含む、低質材が多く見られました。
これらの丸太を用いて、現場で簡易に測定可能な木口打撃法により求めた縦振動ヤング率の出現分布を図-1に示します。なお、縦振動ヤング率の詳細については、前誌(No.403)で紹介していますので、そちらをご覧ください。また、図-1には、今までに調査した県産スギ中径材137本のデータも比較のために示しました。
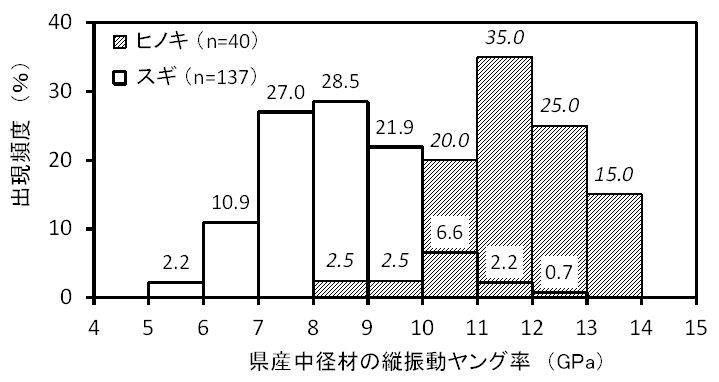
図-1.県産中径材の縦振動ヤング率の出現分布
丸太の縦振動ヤング率は、最頻(ピーク)値ではスギよりヒノキの方が3GPa(GPa=kN/mm2)高い値を示し、相対的にスギよりヒノキの方が高いものが多く出現することが確認されました。また、ヒノキ丸太のうち10GPa以上が95%を占め、高ヤング率のラミナを収集するには、ヒノキの方が有利であることが示されました。
次に、ヒノキ丸太から図-2の木取り位置のとおり、外側(樹皮側)2枚、中間2枚、内側(樹心側)1枚の計5枚の粗挽きラミナ(幅146mm×厚さ37mm)を採材し、丸太同様、縦振動ヤング率を求めました。その後、粗挽きラミナを、蒸気式中温乾燥(乾球温度50~65℃、乾湿球温度差4~20℃)により約1週間乾燥させ、1ヵ月以上養生した後、再度、縦振動ヤング率を求めました。なお、その時に木材水分計HM-520で3箇所測定した含水率の平均値は、11.8~23.5%でした。
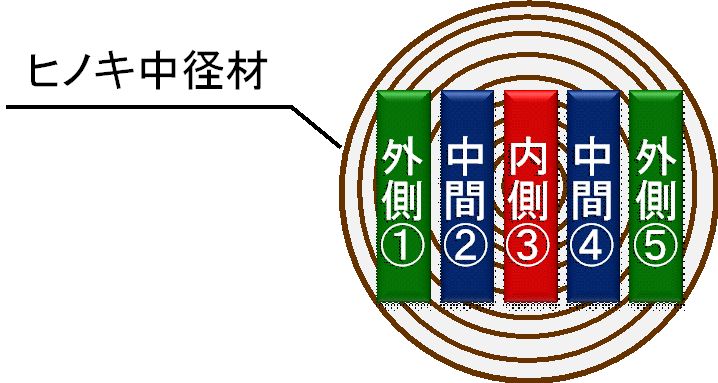
図-2.粗挽きラミナの木取り位置
図-3に、粗挽きラミナの乾燥前後における縦振動ヤング率を、木取り位置別に示します。その結果、縦振動ヤング率は、内側、中間、外側の順で高くなる傾向を示し、樹心側より樹皮側ほど、ヤング率の高いラミナが採材できることが分かりました。また、乾燥することで、いずれの木取り位置のラミナの数値も上昇し、その上昇率は平均値で114~118%でした。
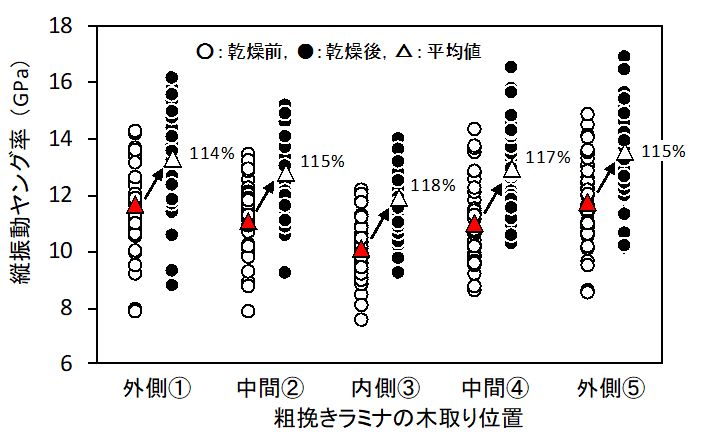
図-3.各粗挽きラミナの縦振動ヤング率(乾燥前後別)
2.仕上げラミナの曲げヤング率
粗挽きラミナの断面を、幅120mm×厚さ30mmに修正(仕上げ)挽きし、材長を半分の1.5mに切り揃えました。この1.5m長の仕上げラミナを用いて、スパン1290mm、ロードスパン430mmの3等分点4点荷重方式による曲げ強度試験を実施し、曲げヤング率を求めました。
図-4に、仕上げラミナの曲げヤング率の出現分布を、またその木取り位置別の出現分布を図-5に示します。
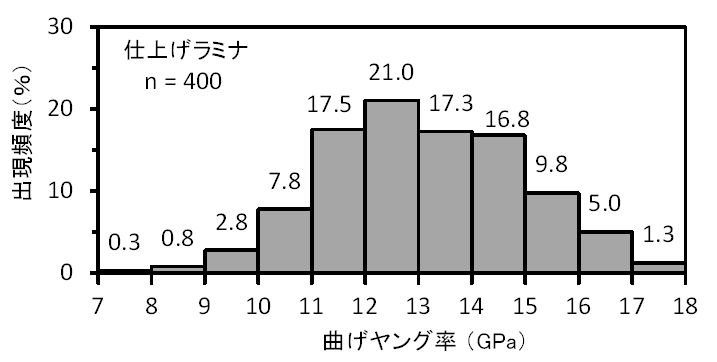
図-4.仕上げラミナの曲げヤング率分布(全体)
仕上げラミナの曲げヤング率は、元丸太の縦振動ヤング率より高い傾向にあり、これは乾燥によるヤング率の上昇が影響していると考えられます。また、図-5より、木取り位置別における曲げヤング率の出現傾向が明らかとなり、縦振動ヤング率と同様(図-3)、外側ほど高い値を示すことが分かりました。
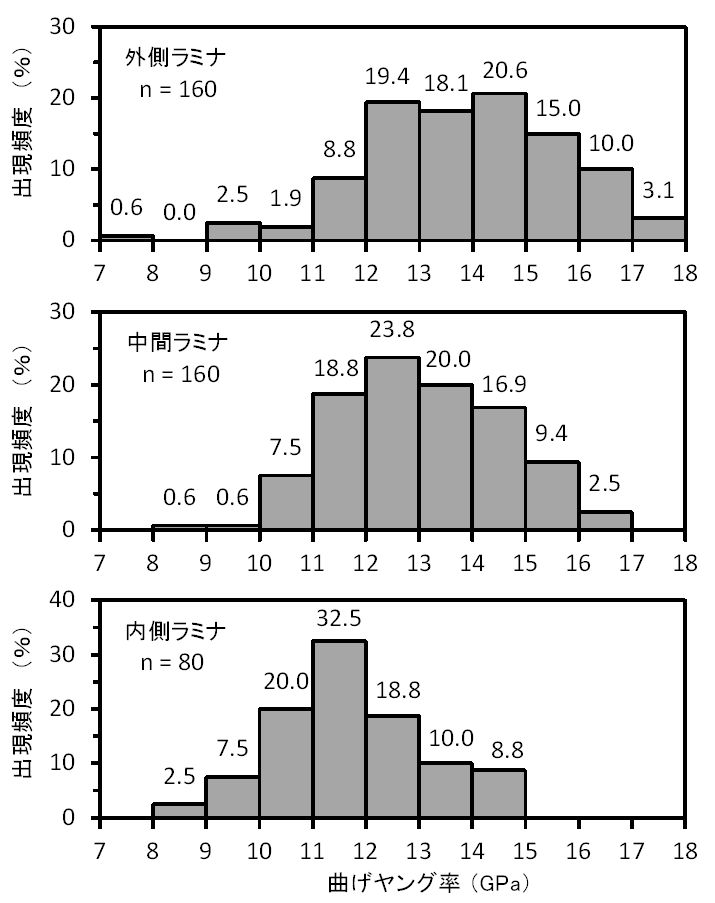
図-5.仕上げラミナの曲げヤング率分布(木取り位置別)
図-6に、単純に曲げヤング率のみで、集成材JASの機械等級付けを行った仕上げラミナの出現分布を示します。これより、県産ヒノキ中径材から採材されるラミナを用いて最も効率良く作製できる構造用集成材は、最外層L140、外層L125以上、中間層L110以上、内層L90以上のラミナが必要とされるJAS対称異等級構成のE120-F330クラスであることが示唆されました。
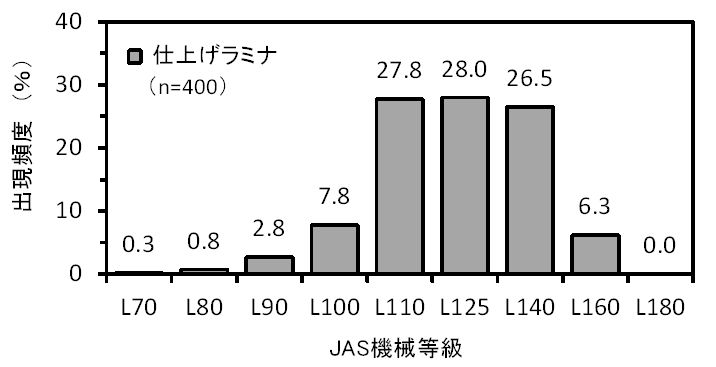
図-6.仕上げラミナのJAS機械等級の出現分布
おわりに
曲げヤング率の高いラミナのみを収集したい場合は、丸太の外側から採材される挽き板のみをラミナとして用い、残りの中心部位からは正角材を採材して、柱や土台として利用するといった方法も考えられます。